
Dual Materials – Dual Certification

The study and technological improvements of materials have played a fundamental role in the design of pressure vessels and piping systems for the different industrial sectors.
The selection of one type of material or another is crucial when optimizing the design of an equipment and minimizing manufacturing costs.
Primarily, when selecting a material, we will seek a material with high resistance to corrosion and good mechanical properties, at low and high temperatures, yielding minimum thicknesses.
Stainless steels are steels with a content of at least 10.5% chromium, thanks to this element they have excellent anti-corrosive properties and can work in severe services or low temperatures. As a negative aspect, they have lower mechanical properties than carbon steels.
Stainless steels can be divided into three main categories:
- Austenitic: Within this type we find the series 200 (containing chromium, nickel and manganese) and the series 300 (containing chromium and nickel). The latter includes the 304 types, most commonly used, frequently called 18-8 stainless steel (18% chrome / 8% nickel).
- Ferritic: Within this type we find the 430 series.
- Martensitic: Within this type we find the 410 series.
As seen in this e previous classification, there are different types of stainless steels. Within these types, there are at the same time different grades, each of which has variations in its chemical composition yielding different values of corrosion resistance and mechanical properties.
A very common practice, to obtain a material with better mechanical properties, is to ask the steelmaker for materials with multiple certificates.
What is the objective sought with the dual certification of materials?
The main steelmakers supply stainless steels with various certificates, dual and even triple certifications, restricting the chemical composition of the components to the most restrictive of the certified materials.
The ASME code, Section II, Part A, mandatory appendix III, indicates a series of guidelines to consider when using a material with dual certification. This appendix of the Code allows the use of dual materials as long as the properties of the certified material complies with the requirements of the material: chemical composition, mechanical properties, tolerances and dimensions.
Materials with a dual certificate will not be allowed when the manufacturing process, composition or mechanical properties cannot be met or have incompatible requirements between them (for example, a dual certificate SA-213 Tp.304 L / 304 H cannot be obtained since the carbon contents of both material specifications do not possess a common range).
The main objective of using stainless steels with dual certificates is to optimize their properties, that is, to combine the advantages of different grades in a material that meets the specifications of both grades. A very common example is the use of the dual material SA240 Tp.304 / 304L.
Let’s see the difference in composition of these two grades taking as reference the values indicated in a dual certificate provided by a steelmaker:
| Component | Grade 304 SS (%) | Grade 304L SS (%) | Dual 304 / 304L SS (%) |
| Carbon | 0.08 Max | 0.03 Max | 0.02 |
| Chromium | 18.00-20.00 Max | 18.00-20.00 Max | 18.15 |
| Manganese | 2.00 Max | 2.00 Max | 1.52 |
| Nickel | 8.00-12.00 | 8.00-12.00 | 8 |
| Nitrogen | 0.10 Max | 0.10 Max | 0.07 |
| Phosphorus | 0.045 Max | 0.045 Max | 0.03 |
| Silicon | 0.75 Max | 0.75 Max | 0.39 |
| Sulphur | 0.030 Max | 0.030 Max | 0.003 |
| Copper | – | – | 0.38 |
| Cobalt | – | – | 0.135 |
As shown in the table, the chemical composition of a dual material 304 / 304L guarantees the minimum values in composition required in both material specifications.
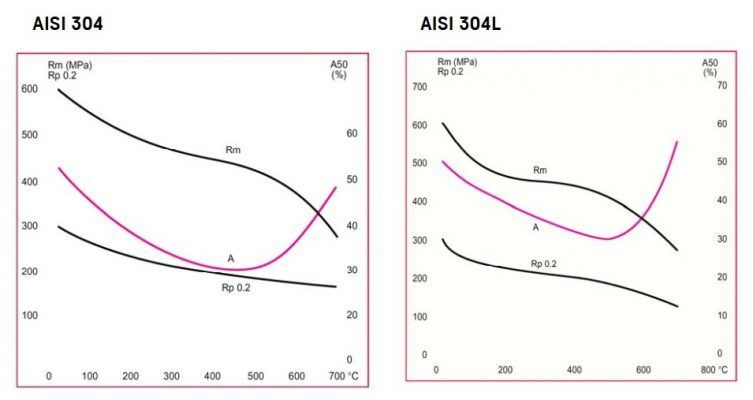
The main difference between these two types of stainless is the carbon content, type 304L has a lower carbon content, minimizing carbide precipitation during the welding process, being ideal for welded products that may be subjected to conditions that generate intergranular corrosion during the service. This difference in carbon content gives better mechanical properties to type 304 versus type 304L (see figure below).
The use of a material with dual certification 304 / 304L, guarantees a carbon content below 0.03% while guaranteeing improved mechanical properties by adding other alloys such as nitrogen, copper or cobalt, which improve the mechanical strength of type 304L steel, obtaining lower thicknesses and therefore a lower material cost (around 15-20% weight savings).
Let’s look at the properties for these grades taking as reference the values indicated in a dual certificate provided by a steelmaker:
| Material | Yield Strength (Mpa) | Tensile Strength (Mpa) | Elongation (%) |
| 304 | 210 Min | 520-720 | ≥ 45 |
| 304L | 200 Min | 520-670 | ≥ 45 |
| Dual 304 / 304L | 328 | 626 | 55 |
As shown in the table, the mechanical properties of dual 304 / 304L material guarantee the minimum values of the two material specifications.
In summary, the use of dual materials can generate significant cost savings, but always complying with the specifications of the material specifications and the Design Code of the equipment.
If you want to know more:
ASME VIII | Design of Pressure Vessels
TEMA | Design of Shell & Tube Heat Exchangers
Piping Systems in Industrial Plants: I