
Welding of internals of cladded pressure vessels

In many pressure vessels that are internally lined in order to avoid corrosion effects, it is required to weld internal elements such as, for instance, trays supports, chimney plates, packing, etc. to the internal side of the vessel wall. In this case, a decision needs to be made: weld the attachments directly to the internal lining (clad) or, otherwise, weld them to the base material.
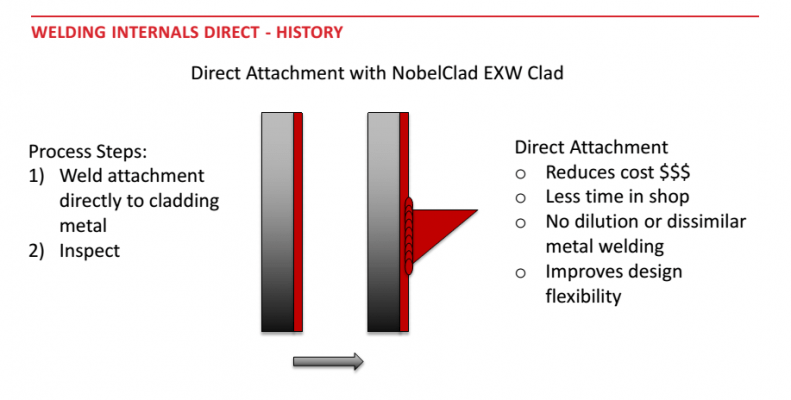
As a general criterion, pressure vessels manufacturers prefer to weld internal components directly to the clad. This way the manufacturing process will be easier, quicker and, consequently, cheaper. This practice, preferred by pressure vessels suppliers, many times gets in conflict with other parties involves in the project, such as clients or licensors.
Some of the conditions established by both clients and licensors that usually oblige to weld internal elements to the base metal of the equipment walls are explained as follows.
A quite common case requiring that attachments are directly welded to the base metal, is when the shear loads existing in the welding joint are higher than a certain value considered as allowable. Major Attachments, as they are named by the ASME Code, are also included in this point.
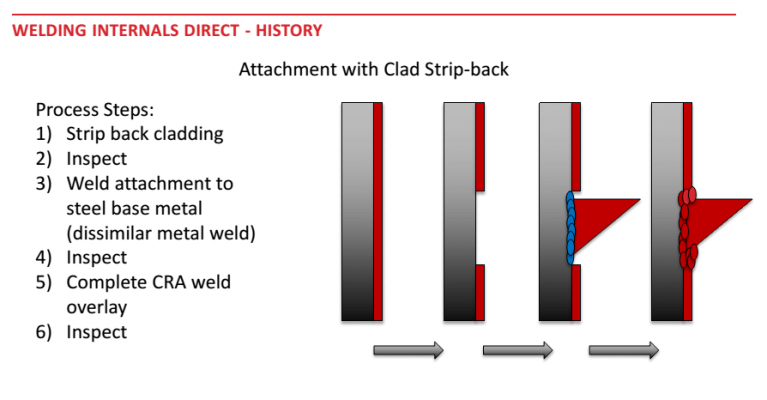
Regarding these cases, a clad removal must be carried out in the area where the internal element will be attached, so that it can be welded to the pressure vessel shell. It should be noted that a minimum distance must be maintained (20 mm could be considered as an adequate value) between the toe of the internal element-base material welding and the clad. Subsequently, a weld overlay must be performed. The welded material must be the same as the clad removed in the previous stage. In addition, the thickness of the weld overlay shall be equal or higher than the clad, and twice the clad thickness as maximum. Also, a weld overlay shall be carried out on the supporting ring if it is made of carbon steel.
The most common practice in these cases is that the material of the component that will be welded is the same as the base material, that is, if the internal is welded to the clad, the internal will be made of stainless steel, but if it is directly welded to the base material, the internal component will be carbon steel. This explanation supposes, obviously, that the clad material is stainless steel and the base material, carbon steel, what is a very frequent materials combination.
On the other hand, it is quite usual that welding the internal component to the base material is not a mandatory requirement and, consequently, welding directly to the clad is permitted in the following case.
If a pressure vessel cladded with an austenitic stainless steel material is considered, internals withstanding relatively low loads, including in this group the Minor Attachments and Lightly Loaded Attachments, as per ASME Code nomenclature, could be welded directly to the clad material. This is permitted as long as the welding joint is full penetration type, stress concentrators are eliminated or reduced as much as possible (this effect is usually achieved by means of a round in the weld) and a stress calculation about the weld joint is carried out. In the case that this calculation indicates that the stress existing in the welding is quite close to the allowable stress (over 25%) of any component of the assembly (internal element, welding material, clad), it is advisable that the internal component is welded to the base material.
In relation to the above explained, and in order to reduce the shear stress, the configuration of the internal attachment can be modified, increasing the amount of the gussets or other elements that increase the strength. This way the attachment could be welded directly to the clad.
Likewise, it is convenient that the final layer of the weld between the internal component and the clad is performed after the post weld heat treatment, if applicable
If you want to know more: