
Differences Between Codes B31.12 and B31.3

The ASME B31 committee is responsible for codes and standards that cover design, materials, manufacturing, assembly, erection, quality control, inspection, testing, as well as operation and maintenance of piping systems under pressure. Until a few years ago, there was no specific section within this committee for hydrogen piping systems. B31.3 – Process Piping and B31.8 – Gas Transmission Piping Systems were used. In 2008, B31.12 was born as an evolution of these two codes.
In general terms, ASME B31.3 and B31.12 share many aspects; however, hydrogen’s specific properties must be considered. This element is characterized by its tendency to leak, its high flammability and its incompatibility with some metals. For these reasons, B31.12 establishes more stringent requirements, both to mitigate the risk of leakage and to prevent damage from embrittlement.
Below are some fundamental points in which these codes differ:
• MATERIALS
The first point where discrepancies are observed between the two codes is in the materials admitted by each of them. There are materials present in B31.3 that are excluded or not recommended by B31.12.
B31.3 includes a list of around 200 materials that indicates the specification that applies to each of them and also establishes criteria to follow for materials not included in the list. B31.12, includes an equivalent table dedicated to industrial piping.
When comparing the codes, it can be seen that the number of materials listed for hydrogen service is smaller and that specific conditions are generally imposed on these materials. For example, certain materials are only allowable under low pressure conditions.
Here are some concrete examples:
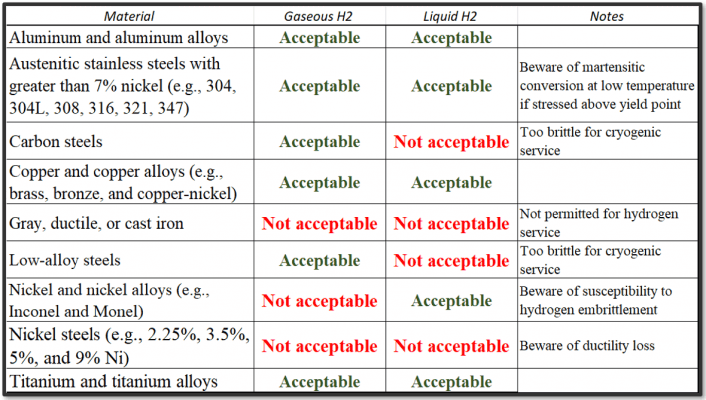 Fig. 1 Table A-2-1 Materials compatible with hydrogen service
Fig. 1 Table A-2-1 Materials compatible with hydrogen service
• DESIGN METHOD FOR THE THICKNESS OF PIPES UNDER PRESSURE
The second main difference observed between these regulations lies in the criteria used for calculating pipe thicknesses based on working pressure. This difference in criteria generally leads to the determination of greater thicknesses for B31.12.
Both regulations consider multiple factors when calculating thickness, such as internal pressure, external diameter, allowable tension, casting or longitudinal welding quality factor, resistance reduction factor in welded joints, and a temperature-dependent parameter.
The fundamental difference lies in the resistance reduction factor for welded joints in ASME B31.3, which is replaced by a factor “Mf” in B31.12. In the latter, this factor takes into account the loss of ductility of the material when working in hydrogen service. Mf depends on the strength of the material and the design pressure of the system. The greater the resistance and the greater the pressure, the lower the Mf factor will be, and therefore, the greater the calculated thickness will be.
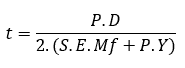
Thickness calculation according to ASME B31.12
• ALLOWED RANGE OF DISPLACEMENT STRESS
The calculation for the allowed displacement stress range uses the same two mathematical expressions in both codes.
In these expressions there is a factor that depends on the equivalent number of complete displacement cycles expected throughout the useful life of the piping system and it is in this factor where the difference between the codes lies.
B31.12 indicates that, for situations in which materials susceptible to embrittlement by hydrogen are used, and within the range of temperatures in which embrittlement may occur, the number of displacement cycles to be used in the calculation must be increased by a factor of 10.
• WELDED BRANCHES
The requirements for branch connections also present greater demands in B31.12 since it explicitly requires the performance of full penetration welds. This involves the penetration of the weld including the bevel, the full thickness of the element to be welded, and the weld reinforcements that are required both on the inner and outer diameters.
• NON-DESTRUCTIVE TESTS
Unlike B31.3, standard B31.12 establishes that, if heat treatment is required after welding, it is mandatory to subsequently carry out an ultrasound or radiography test.
In general, the requirements regarding the performance of non-destructive tests are greater in B31.12 than B31.3, and the existence of written procedures is also required, based on the project’s Quality Plan, or on the requirements of the code itself.

Fig. 2 Non-destructive testing
• PRELIMINARY HEATING OF WELDINGS
In both regulations, requirements are stipulated for the preheating of welds. However, the B31.12 standard imposes more rigorous and detailed criteria regarding this procedure.
Both codes establish the heating temperatures prior to welding, depending on the type and dimensions of the material. These temperatures are higher in B31.12. Additionally, preheating is required for all welds on carbon steel, while for B31.3 this is not necessary for certain thicknesses.
SUMMARY
As mentioned, in its section on Industrial Piping, B31.12, is largely based on B31.3, but has some important differences. Some of them have been pointed out here, although there are many additional and more subtle ones, scattered throughout the entire code.
The most important of the differences should not be forgotten: B31.12 is a specific code for hydrogen piping systems. As engineers, it is a good idea to be prepared for this fuel that is increasingly gaining prominence as a key vector in the Energy Transition.
For more information:
Intro. to ASME B31.12 Hydrogen Piping and Pipelines
Hydrogen Technologies: A Practical Approach