
Butt Weld Nozzles

Any pressure vessels specialist could face a situation when it is necessary, due to several reasons (high criticality, toxicity, process or environmental causes, safety, etc.), that no leakage occurs in the joint. Flanged joints are the weak point of a pressure vessel, where this problem could happen more easily. That is why a design solution that avoids this circumstance must be found. For this, it is required that the interface between the equipment nozzle and the pipe where it is connected are joined by means of a weld seam. It is worth mentioning that this type of joints is not very much used in Oil&Gas plants as it is in others, such as, for instance, solar thermal plants dedicated to power generation.
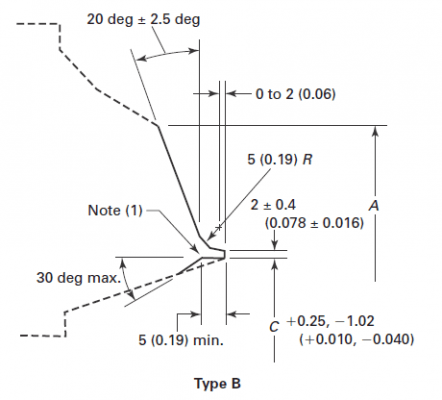
Focusing on the configuration of these nozzles, it is convenient to highlight that the joint between both components, pressure vessel nozzle and pipe, is performed by means of a butt weld. Due to the high importance of this nozzle, a partial penetration weld is not a valid option. A bevel is commonly machined in both sides of the weld, nozzle and pipe, following a very specific geometry. These bevels are often defined following international codes such as the ASME B16.25.
On one side of this weld joint we find the pressure vessel and, on the other side, the pipe. Both having their own specific design code. Therefore, it is not unusual that the required thickness of both elements is not the same, in spite of nozzle and pipe are subjected to the same design conditions.
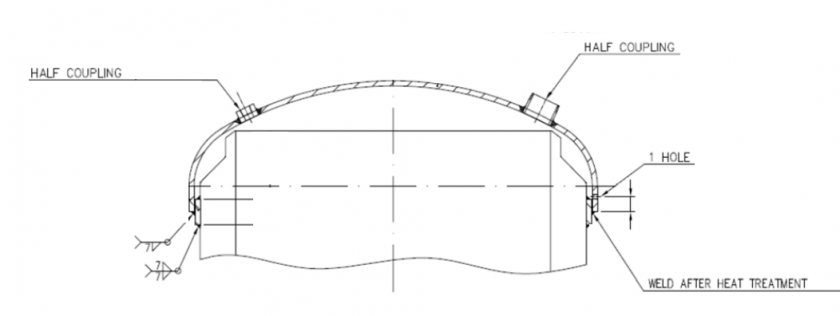
However, Butt Weld nozzles present some issues that are not found in flanged nozzles. First, when the pressure vessel hydrostatic test, or pneumatic one, is performed Butt Weld nozzles must be closed but flanges are not available for this purpose. The most used methods are, either to attach the nozzle to the equipment considering an extra length in order to weld a closure plate to the nozzle edge and then to cut the excess of pipe length and closure plate, or if the nozzle must be beveled at its end, to weld a cap to the nozzle acting as closure of the nozzle opening. As it is logical to expect, when a Butt Weld nozzle has to be disassembled, for maintenance reasons for example, it must be cut from the pipe and then welded again. This complicates the assembly and disassembly operations at site with the consequences that may result from it.
For those nozzles that would normally operate with a blind flange in a pressure vessel, such as a manway, this scenario requires that these nozzles are closed by means of a device that uses welding for guaranteeing that effect. This method consists of a plate, the diaphragm, welded to the flange. Once the diaphragm has been welded, the blind flange must be installed as well.
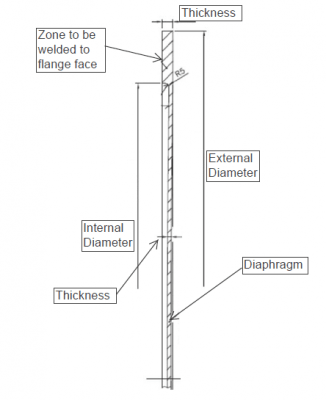
As anticipated, the pipe must be welded to the pressure vessel after both elements have arrived to the site. If the vessel has been post weld heat treated and the designer wants to avoid performing an additional heat treatment to the equipment, or if metallurgically non-compatible materials are going to be welded, a weld deposit named buttering could be considered as a good approach. The buttering has to be machined in order to achieve the bevel shape after its application. This buttering could also be used in manways, for the later welding of the diaphragm.
The butt weld can be performed with or without a backing plate. If it is taken into account, it is convenient that the elements to be welded are shaped with a cylindrical or conical surface at their edges.
If you want to know more:
ASME VIII | Design of Pressure Vessels
Leave a Reply
You must be logged in to post a comment.