
Bolted flanges tightening as per ASME PCC-1

Flanged joints are an assembled set, formed by the joining of two flanges using fasteners such as bolts, nuts and washers. A gasket is located between both flanges, which performs the function of sealing the joint assembly.
Flanged joints are designed to allow the transport of a fluid in a pipeline or in a pressure equipment, ensuring the correct tightness of the joint. The advantage of flanged joints lies in the fact that, being bolted together, they allow quick assembly and/or disassembly for repair or maintenance operations.
Due to its design, a flanged joint is one of the critical components in mechanical equipment, a leak or defect can cause accidents with catastrophic consequences. Due to the high pressures that these equipment may withstand during operation, it is essential to guarantee the tightness of these joints, to avoid emissions of harmful products into the environment.
As a result of this concern, in the year 1995 ASME create a committee called PCC (Post Construction Committee), in charge of generating standards for equipment in a post-construction phase.
In the year 2000, the first edition of the ASME PCC-1 standard “Guidelines for Pressure boundary bolted flange joint assembly” was issued, a guide for the assembly of flanged connections, both new and in service. At the time of this writing, the current version corresponds to that of 2019.
The equivalent European norm is the EN 1591-1 “Design rules for gasketed circular flange connections”. The need to evaluate this type of flanged joints under the European standard is increasing due to the need to comply with the emission requirements imposed by different standards such as DIN EN ISO 15848-1 & TA Luft (German regulation for the limit of emissions) .
The principle of a flanged connection is based on the load applied to the bolts, which causes the gasket to cover the macroscopic and microscopic imperfections of the flange face, managing to contain the fluid within the pressurized system.
The most common causes of a flanged joint leak are flange mismatches, poor bolt tightening, or the use of a faulty gasket.
The ASME PCC-1 standard not only indicates how the correct tightening of a flanged joint should be, but also indicates the training of the operators in charge of carrying out these activities.
The different steps required to perform a correct tightening of the joint based on ASME PCC-1 are indicated below. We have selected this standard instead of the European norm to develop this article, as it is the most widely applied worldwide.
- Preliminary inspection. During this phase it must be verified that the flanges, gaskets, bolts and nuts do not have any defect, in that case they must be rejected. All bolt threads and flange faces will be examined for imperfections. The main dimensions of the flange will be checked (internal and external diameters, bolt circle, gasket seating diameter, number, and size of bolts).
- Flange alignment. Correct alignment of all elements is essential when assembling a flange connection. Appendix E of the ASME PCC-1 standard indicates the different steps to ensure the correct alignment of all components.
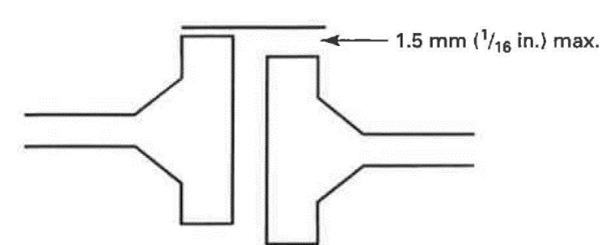
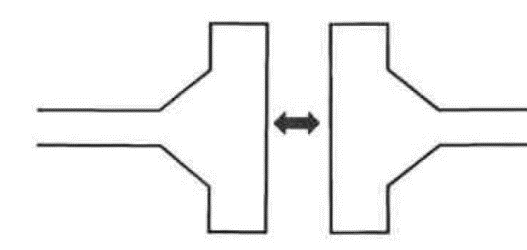
Wrong Alignment of flanges
Excessive gap
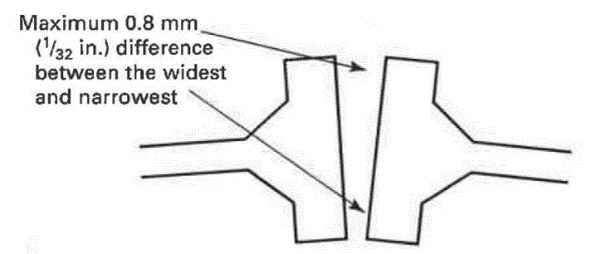
No parallelism between face flanges
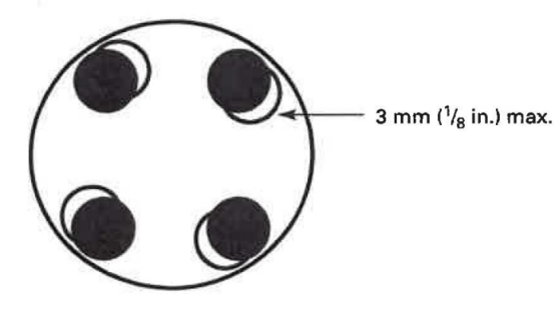
Bolt rotation
- Installation of the gasket. A new gasket should be used, it is not recommended to reuse gaskets. Four bolts will be positioned to facilitate the centering of the gasket. The gasket will be installed centered between both flanges, and its main dimensions will be verified. An adhesive spray compatible with the process can be used to ensure the position of the gasket, and the rest of the bolts and nuts can be adjusted later.
- Bolt tightening. Depending on the size of the bolts and the requirements of the project, the tightening of the bolts can be done using different techniques, tightening the nuts or by tensioning the bolts with a hydraulic bolt tensioner.
Bolt tightening will follow a sequence with a diagonal pattern, indicated in the ASME PCC-1 table 3 & 3.1. The tightening force will be gradually increased in the different stages of the tightening process as indicated in table 1 of the standard.
The use of lubricants is recommended on uncoated bolts since it reduces the coefficient of friction resulting in a lower torque value. It is necessary to ensure that the lubricant is compatible with the bolt, nut and process fluid.

Hidraulic Bolt Tensioner
- Torque values. The necessary torque to guarantee a secure joint are calculated according to appendices J and K, the latter using the called nut factor.
As previously indicated, the ASME PCC-1 standard not only indicates the procedure to follow when tightening a flanged joint, but also specifies the minimum qualification that an operator must have to perform such operations. The training and qualification requested is defined in Appendix A.
Qualified staff is divided into 3 levels:
- Qualified Bolting specialists.
- Qualified senior Bolting specialists.
- Qualified Bolting specialists instructor.
If you want to know more: