
Pressure and Tightness Testing According to ASME PCC-2

In industry, ensuring the safety, durability, and efficiency of systems is crucial, and pressure testing plays a vital role in achieving this. They are essential for verifying the structural integrity and sealing capacity of piping systems and equipment under pressure. The process involves subjecting a component or system to a pressure greater than its normal operating pressure to ensure that it is safe and reliable under the stipulated working conditions.
Hidden defects are identified through pressure testing, such as cracks, porosity in welds, and problems with materials that could cause catastrophic failures under normal operating conditions. The main purpose of these tests is to verify the integrity of a pressure system and check it for leaks. In some cases, it’s not necessary to verify the structural integrity of the system, so a hydrostatic test is not required, and an airtightness test can therefore be considered. An example of such cases includes when a repair is made, but it is known that the thinning of a pipe due to corrosion has not exceeded the lower limits of thicknesses required by the code.

The ASME PCC-2 code establishes detailed guidelines for performing these critical tests. Article 501 establishes a general practice to determine the type of test, the test pressure, and the procedure for testing the pressure and tightness of pressure equipment (vessels, pipes, exchangers).
It’s important to keep in mind that pressure tests can be carried out on the equipment or system as a whole (common practice in new systems to be installed), or they can also be carried out on a single part of it, when there’s no possibility of performing the test on the entire system (provided it is properly isolated).
Article 501 is limited to addressing tightness or field pressure tests on existing equipment and pipelines using either of the two fluid medias, liquid or gas, meaning it also includes pneumatic tests, although these are potentially much more dangerous. Vacuum testing is beyond its scope.

Some important definitions to keep in mind are:
→ Closure Weld: final weld that connects piping systems that have been successfully tested according to the applicable code.
→ Hydrostatic test: pressure or tightness test in which the test medium is liquid, usually water.
→ In-service leak test: test that uses the medium of the equipment under pressure, carried out when the equipment starts up.
→ Pneumatic test: pressure or tightness test in which a gas, usually nitrogen, is the test medium.
→ Pressure test: test performed to ensure the overall integrity of the pressure component in service that has undergone alteration or repair at its pressure limit(s), to ensure the overall integrity of the pressure component.
Selecting a type of test
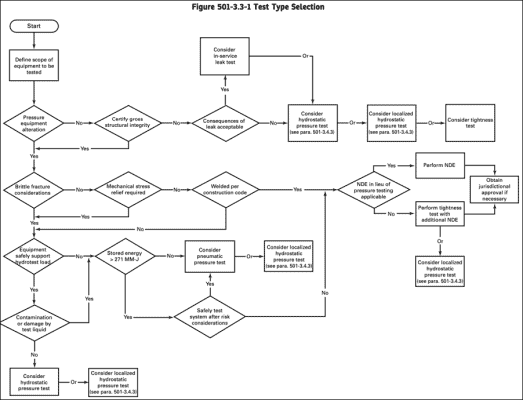
The requirements for pressure testing can be found in the applicable building code or post-construction code. When these do not specifically refer to any test, and it’s therefore left in the hands of the repair person or equipment owner, Figure 501-3.3-1 of the ASME PCC-2 code can be used, which indicates a series of guidelines and recommendations to determine the type of test that can be performed.
It’s important to note that a pressure test for equipment or a piping system should be considered if an alteration or repair has been made, the equipment has been reclassified, or if it needs to be recertified to determine its integrity.
One case where a pressure test may not be required to reclassify equipment is when the equipment has a higher allowable stress, as the original test pressure may be higher than the test pressure required to reclassify.
Hydrostatic Test Exclusions
A pressure test is performed hydrostatically except in cases where any of the following conditions occur:
- The system (including the foundation) cannot adequately support the weight of the liquid.
- Components cannot be dried, and traces of test fluid may cause contamination of the system or its contents.
- The system has internal lining that could be damaged by the test medium.
Considerations for localized pressure testing
There are some conditions under which it is not possible to perform a pressure test on the entire system, hence why the code also includes the possibility of performing localized tests on its parts. Some examples of these conditions are:
- When some welds in the system have already been tested or are exempt from HT.
- When brittle fracture is a potential problem for the system.
- When the number of components to be disassembled must be minimized (e.g. flanged joints).
- When the amount of test fluid must be minimized and/or to avoid contamination of the process elements (catalysts, coatings, refractories, etc.).
- When it is not possible/practical to remove all thermal insulation, as well as when it’s necessary to minimize the removal/reinstallation of insulation.
For more information: